Глава 7. Термокамеры
Одна из необходимых операций при получении покрытий из термореактивных порошковых красок - их отверждение. Цель этой операции - получение желаемых декоративных свойств покрытий. Для выполнения данной задачи используют нагревательные устройства (печи). Они должны нагревать деталь быстро до желаемой температуры без повреждения покрытия и обеспечивать выведение побочных продуктов, выделяемых при отверждении.
Главным отличием камер, предназначенных для формирования покрытий из порошковых красок, по сравнению с таковыми для жидких красок, является отсутствие зоны предварительного нагрева. Порошковые краски не содержат растворителей, поэтому нет необходимости в такой зоне. Кроме того, из-за отсутствия растворителей количество выделяющихся летучих веществ намного ниже. Это снижает производственные расходы, поскольку уменьшаются потери тепла с выходящими летучими продуктами.
Отверждение - это процесс образования полимеров трехмерного строения из олигомеров или полимеров линейной или разветвленной структуры. При нагревании изделия и находящейся на нем порошковой краски происходит так называемое горячее отверждение. При получении покрытия должны быть соблюдены два условия. Первое - требуемая температура, которая понимается как температура поверхности металла, второе - необходимое время. Последнее часто называют временем цикла. Время цикла (  ) складывается из времени нагрева (
) складывается из времени нагрева (  ), необходимого для достижения требуемой температуры поверхности детали, и времени собственно отверждения покрытия (
), необходимого для достижения требуемой температуры поверхности детали, и времени собственно отверждения покрытия (  ):
):

 =
=  +.
+.
Время отверждения указывается в паспорте на порошковую краску, время нагрева определяют экспериментально.
Показатель используется для расчета длины камеры при конвейерном способе получения покрытий. Другие параметры камеры определяются размером окрашиваемых изделий.
Для нагревания деталей при формировании покрытий возможны три способа:
- конвективный подвод теплоты, при котором энергия, необходимая для нагревания деталей, передается от горячего циркулирующего воздуха;
- лучистый теплообмен, при котором поверхность детали нагревается непосредственно в результате поглощения электромагнитного излучения без нагревания воздуха;
- индукционный нагрев, при котором энергия передается индуцируемыми электрическими вихревыми токами, генерирующими теплоту в металлической детали.
Данные принципы нагрева воплощаются в соответствующих конструкциях камер (печей), каждая из которых имеет свои особенности. Выбор той или иной конструкции зависит, скорее, не от параметров покрытия, а от типа имеющегося топлива, вида детали и т. п.
7.1. Конвективные печи
В печах конвекционного типа теплота передается детали и порошковой краске от нагретого воздуха, циркулирующего в замкнутом пространстве. Обычно воздух подается центробежным вентилятором по соответствующим распределительным воздуховодам.
Печь должна обеспечивать необходимую температуру и поддерживать ее постоянной (±5°). Конструкция печи состоит из следующих элементов:
- камера сжигания;
- тепловентиляционный центр с системой нагнетательных воздуховодов;
- вытяжной вентилятор;
- система управления и контроля.
Камера сжигания, иногда именуемая «топка» или «огневой короб», состоит из внутренней части, горелки и подающего вентилятора. Внутренняя часть камеры должна быть изготовлена из материалов, противостоящих коррозии и воздействию высоких температур, например таких, как алюминированная сталь. В камере должна быть предусмотрена дверца смотрового люка. Снаружи камера должна быть надлежащим образом теплоизолирована, чтобы предотвратить избыточное нагревание внешней ее части.
Важным составным элементом камеры сжигания является горелка. Тип горелки определяется поставщиком печи в соответствии с требованиями тепловой нагрузки. При этом учитываются вес деталей, подвесок и элементов конвейера, а также потери теплоты с воздухом в окружающую среду.
Выбор теплоносителя производится с учетом экономических затрат. Чаще всего используют природный газ, пропан, нефть и электричество.
Основными факторами, определяющими выбор, являются доступность и цена. В наиболее распространенных конструкциях горелок, применяемых в нагревательных устройствах при получении покрытий, используют смесь природного газа и воздуха. Воздух в горелку подается с помощью воздуходувки.
Природный газ широко используется в США, так как он доступен и дешев. Его теплотворная способность высока, и он удобен в работе.
Пропан часто применяется в тех случаях, когда природный газ недоступен. Теплотворная способность пропана при соответствующем смешении с воздухом может быть равна теплотворной способности природного газа. В данном случае пропан является хорошим резервным топливом, поскольку его использование не требует никаких изменений в оборудовании печи.
Нефть также часто используют в качестве топлива в нагревательных устройствах. Это хорошее резервное топливо, поскольку существуют комбинированные горелки, которые могут работать как на природном газе, так и на нефти.
Электричество реже применяется в качестве источника теплоты ввиду его высокой стоимости по сравнению с газом и нефтью. Однако иногда используют и электронагрев - при отсутствии газа и нефти.
В разных странах к выбору источников теплоты подходят по-разному. Использование природного газа характерно для развитых стран, тогда как нефтепродукты и электричество применяют главным образом в развивающихся странах.
При выборе вида топлива всегда большое внимание следует обращать на объем его потребления, доступность и стоимость. Кроме того, необходимо следить за работой и состоянием горелки и своевременно ее ремонтировать. Длительной работе горелки способствует установка фильтров для подаваемого воздуха.
В конструкциях печей обычно применяют нагнетательные вентиляторы центробежного типа, способные работать при высоких температурах и нагрузках. Вентилятор должен иметь такую производительность, чтобы обеспечить многократный обмен воздуха в печи. Устанавливать вентиляторы желательно невысоко - на уровне глаз. Это облегчает их обслуживание, позволяет легко производить смазку подшипников.
Нагнетательные воздуховоды должны быть расположены таким образом, чтобы обеспечить равномерную подачу циркулирующего воздуха как по сечению, так и по всей длине печи.
Укажем некоторые из наиболее распространенных вариантов размещения воздуховодов.
- Трубопроводы расположены на полу. Имеются выпускные отверстия, и скользящие заслонки в верхней части и по бокам трубопровода для обеспечения выхода воздуха. Поднимающийся вверх горячий воздух нагревает верхнюю часть печи. Такая конструкция, однако, осложняет очистку печи, возможны повреждения трубопровода во время очистки печи, загрязнение осыпающейся краской.
- Воздуховоды расположены на крыше печи. Такая система облегчает очистку печи и управление распределением теплоты. Специальные регулируемые сопла обеспечивают равномерное распределение теплого воздуха в пространстве печи.
- Комбинированная система воздуховодов, расположенных частично на полу, частично на крыше. Эту систему используют в высоких и больших печах. В этом варианте также возможно хорошее распределение как подаваемого, так и возвратного воздуха по всему объему печи. Верхний трубопровод может быть использован для подачи воздуха, а нижний – для его возврата, либо наоборот.
Любая печь для формирования покрытий имеет вытяжной вентилятор. Его назначение - удаление побочных продуктов термообработки, быстрое освобождение печи от газа перед зажиганием горелки и предотвращение возможного задымления. Вытяжной вентилятор должен быть достаточно производительным, чтобы в течение часа несколько раз заменить весь объем воздуха в печи.
Для небольших печей достаточно одного вытяжного вентилятора. Печи большего размера требуют наличия нескольких вытяжных вентиляторов с тем, чтобы обеспечить в них требуемый температурный режим.
Для разных типов порошковых красок кратность обмена воздуха в печи может быть неодинаковой, так как различно количество выделяемых побочных продуктов. Кроме того, температура в печи по-разному влияет на чистоту и цвет покрытия. Приведем некоторые типовые рекомендации по кратности обмена воздуха.
Детали, окрашиваемые в темные тона, для которых внешний вид не имеет большого значения, могут потребовать кратности обмена 2-3 ч  .
.
Светлые покрытия нуждаются в кратности обмена от 4 до 6 ч  .
.
Детали, окрашиваемые в светлые тона, для которых внешний вид
имеет большое значение, могут потребовать обмена от 4 до 8 ч .
Если в печи проходят детали, окрашенные разными порошковыми красками, необходимо, чтобы кратность воздухообмена была максимальной либо чтобы ее можно было изменять в зависимости от партии.
Кроме удаления побочных продуктов термообработки, вытяжной вентилятор должен быстро освобождать печь от газа до зажигания горелки (посредством четырехкратной замены воздуха внутри печи). Данный цикл очистки должен быть выполнен в течение 10-20 мин, это облегчает и ускоряет запуск печи. Автоматический демпфер выключения вытяжного вентилятора позволяет не потерять при этом тепло печи. В этом случае либо требуется дополнительный вентилятор очистки, либо основной вентилятор должен иметь двухскоростной двигатель.
Конвективные печи представляют собой металлический каркас, обшитый теплоизолирующими панелями. Изоляция должна выдерживать высокую температуру и надлежащим образом удерживать тепло. Для того чтобы предотвратить утечку тепла из камеры печи, стыки панелей заполняют теплоизоляционным материалом. Изготовление камеры печи из материалов, которые обеспечивают гладкую поверхность внутренней обшивки, облегчает ее очистку и обслуживание. Срок службы нагревательного оборудования должен составлять, по крайней мере, 20 лет, это надо учитывать при расчете амортизации.
Все управление печью выведено на панель автоматического контроля. На панели расположены приборы и устройства, необходимые для зажигания горелки и запуска вентиляторов, а также обеспечения безопасности процесса.
Температура печи контролируется соответствующими приборами. Входной сигнал с термопары, расположенной в камере печи, обеспечивает сигнал обратной связи с приборами контроля температуры. Термопара располагается в центре печи, она не должна подвергаться воздействию горячего воздуха, выходящего из нагнетательных воздуховодов.
Существует несколько типов приборов для контроля температуры. Один из наиболее распространенных имеет аналоговую шкалу с заданными значениями параметров и реальными температурами печи, указываемыми стрелочными индикаторами. Такой блок соединяется с самописцем, который показывает температуру печи в данный момент времени.
Все большую популярность приобретают цифровые приборы контроля благодаря простоте их эксплуатации. Они не только указывают заданные значения и рабочую температуру, но также фиксируют на дисплее любой аномальный параметр.
Автоматические системы управления температурой печи очень полезны в тех случаях, когда конвейер останавливается. Они автоматически регулируют температуру печи в сторону уменьшения, снижая вероятность перегрева покрытий в печи. При таком управлении затраты на обслуживание печи уменьшаются.
Конвективные печи подразделяют на две основные группы: с открытым типом горения и закрытым. В печи первого типа пламя горелки непосредственно нагревает циркулирующий воздух. В печи второго типа дымовые газы нагревают воздух в воздухоподогревателе (калорифере).
Печи с закрытым типом горения чаще всего используются, когда нельзя допустить загрязнения покрытий побочными продуктами сгорания топлива. Загрязнения могут вызвать изменение цвета светлоокрашенных покрытий. Такие печи используются и в тех случаях, когда продукты горения могут вступать в реакцию с компонентами лакокрасочного материала или выделяющимися из него при разложении летучими соединениями.
Как правило, печи с закрытым типом горения более дорогие по сравнению с печами с открытым типом горения вследствие того, что требуется устанавливать дополнительно воздухоподогреватель и воздуховоды. Более того, они могут потребовать больших производственных площадей ввиду установки дополнительного оборудования.
Обычно печи с закрытым типом горения менее эффективны, что связано с увеличением расхода топлива, они и более затратны.
7.2. Терморадиационные печи
В этих печах для нагрева изделий и краски используют энергию ИК-излучения. Обычно энергоносителем в них служит электричество либо газ. Такие нагревательные устройства эффективны: в них покрытия из порошковых красок могут формироваться всего за 30 с. Однако иногда ИК печи, как электрические, так и газовые, ограничены в применении. Они непригодны из-за прямого излучения для термообработки разнотолщинных изделий и деталей сложной формы. Покрытия на таких изделиях могут быть получены только в конвективной либо комбинированной ИК конвективной печи.
Как показано на рис. 7.1, можно нагреть покрытие до температуры отверждения в ИК печи в несколько раз быстрее, чем в конвективной. Высокие скорости ИК нагрева позволяют формировать покрытия, не прибегая к полному нагреванию всей массы изделия. Можно быстро нагреть поверхность и так же быстро охладить ее. Таким образом, общее время обработки значительно уменьшается.
Часто в ИК печи присутствует "свободное тепло", которое образуется за счет конвективного переноса от нагретых изделий. Оно может способствовать нагреванию недоступных частей изделия, обеспечивая более равномерное формирование покрытий.
По конструкции печи ИК нагрева отличаются от нагревательных устройств конвективного типа. Они могут быть непрерывного и периодического действия и различаться типом применяемых излучателей - длинноволнового, средневолнового и коротковолнового излучения.
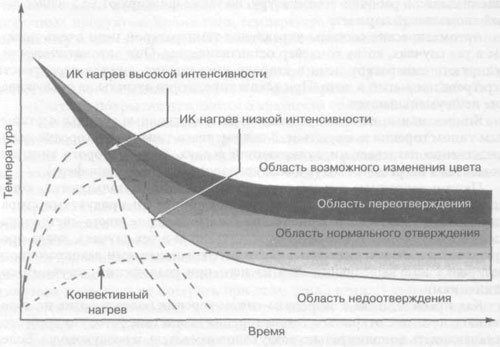
Рис. 7.1. Типовые зависимости отверждения покрытий,
полученных из порошковых красок при разных способах нагрева.
Коротковолновые излучатели обеспечивают самые высокие скорости нагрева (температура 1600-2000 °С). Вольфрамовые лампы накаливания (коротковолновые) преобразуют свыше 80 % электрической энергии в излучение и обеспечивают достижение рабочих температур за доли секунды.
Средневолновые излучатели обеспечивают температуру от 800 до 1250 °С. Самый распространенный излучатель этого типа - кварцевый трубчатый нагреватель, в котором в качестве нити накаливания обычно используется проволока из хром-никеля. Средневолновые излучатели преобразуют от 60 до 80 % энергии в ИК-излучение, остальная преобразуется в конвективную теплоту.
Длинноволновые излучатели обычно представляют собой металлическую излучающую трубку, функционирующую в интервале температур от 400 до 600 °С.. Длинноволновые излучатели преобразуют от 50 до 70 % энергии в ИК-излучение.
Наиболее важным фактором при выборе нужного ИК излучателя является общая тепловая мощность, воздействующая на поверхность изделия. Многие типы излучателей могут быть отрегулированы на широкий диапазон тепловой мощности посредством изменения их рабочих температур.
Способ ИК нагрева имеет ряд достоинств:
- гибкость управления установками;
- высокая скорость нагрева и повышенная энергоэффективность;
- компактность размещения установок;
- малое воздействие на окружающую среду.
Одна из основных причин успеха ИК установок - удобство управления ими (рис. 7.2). В конвективной печи невозможно быстро изменить скорость нагревания обрабатываемой детали. В то же время средневолновые ИК излучатели могут включаться и выключаться с интервалом приблизительно 1 мин, а коротковолновые излучатели - от 1 до 5 с. Могут также быть использованы контроллеры включения/выключения различной мощности, чтобы обеспечить широкий диапазон управления посредством регулирования мощности излучателей. (Следует отметить, что контроллеры включения/выключения не могут работать с коротковолновыми излучателями. Ввиду их быстрого реагирования им необходим робот с сенсорным управлением.)
Для оценки температуры изделия и ее автоматической регулировки также могут применяться оптические пирометры.
ИК печи могут быть сконструированы по заказу с различными излучающими элементами (панелями). Панели устанавливают вертикально либо горизонтально.
Эффективность применения. ИК печи позволяют нагревать детали намного быстрее по сравнению с конвективными печами (табл. 7.1, 7.2). Изменяя удельные мощности, можно существенно регулировать цикл нагрева в сторону уменьшения или увеличения.
В случае окрашивания пластмассовых деталей в результате большой скорости ИК нагрева можно уменьшить риск деформации их поверхности.
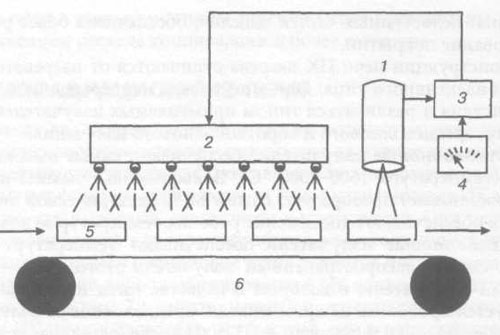
Рис. 7.2. Схема автоматического контроля за температурой в установках ИК нагрева:
1 - датчик температуры; 2 - излучатели; 3 - аппарат контроля с сенсорным управлением; 4 -приборы контроля и управления; 5- изделие; 6- конвейер
Вследствие высокой эффективности ИК нагрева стоимость ИК отверждения покрытий может быть сравнима и даже ниже, чем при использовании газа (конвективной печи).
Таблица 7.1
Время нагревания разных подложек до температуры поверхности 150
|
Тип печи |
Материал подложки; толщина, мм | |||
|---|---|---|---|---|
|
Сталь; 1,3 |
Алюминий; 1,3 |
Пластмасса 6,5 |
Дерево; 6,5 | |
|
Электрическая ИК* |
30 с |
20 с |
14 с |
8 с |
|
Конвективная 220 °С |
3 мин 20 с |
2 мин 18 с |
7 мин 40 с |
6 мин 5 с |
* Удельная мощность электрической ИК печи 20 кВт/м2.
Размещение. Обычно ИК нагревательные устройства требуют намного меньшей площади пола для установки по сравнению с конвективными печами. Фирмы, располагающие конвективной печью и желающие увеличить выпуск окрашенных изделий за счет увеличения скорости конвейера, могут установить компактную ИК печь (обычно длиной от 1 до 3 м) перед имеющейся конвективной печью.
Таблица 7.2
Сравнительная характеристика печей ИК и конвективного нагрева
|
Характеристика |
Коротковолновая ИК печь |
Газовая конвективная печь |
|---|---|---|
|
Необходимая длина конвейера, м |
7-9 |
90-100 |
|
Время разогрева |
1-90 с |
10-30 мин |
|
Время термообработки |
1 с - 10 мин |
10-35 мин |
|
Интервал температуры изделий, °С |
20-540 |
20-540 |
|
Эксплуатационные преимущества |
Подача энергии может быть прекращена либо уменьшена на 5-10 % при отсутствии изделий в печи |
Постоянно находится в рабочем положении |
|
Число деталей в печи |
13-15 |
175-225 |
|
Условия монтажа |
Предварительно собрана: установить в необходимом месте |
Собирается на месте |
Следует отметить, что использование электрических ИК установок может помочь изготовителю покрытий выполнить жесткие требования по защите окружающей среды. Здесь отсутствуют побочные продукты сгорания, которые должны выводиться и обезвреживаться.
Нередко для отверждения покрытий, получаемых из порошковых красок, используют нагревательные устройства комбинированного типа - последовательно устанавливают печи ИК и конвективного нагрева. ИК печь функционирует в качестве "тихой зоны", порошок в ней расплавляется без сдувания с детали. Конвективная печь завершает процесс формирования покрытия.
7.3. Индукционные и другие печи
Индукционный способ обычно используется для предварительного нагревания деталей перед нанесением порошковой краски. Он является достаточно быстрым и эффективным. Индукционные печи нашли широкое применение при окрашивании порошковыми красками труб. Нанесение покрытий в этом случае может быть осуществлено при высоких скоростях и при толщине покрытия свыше 250 мкм.
Нередко применяют комбинированные печи для сушки изделий и отверждения покрытий. Наиболее распространенная комбинированная система - это когда в одной печи сушат изделия от воды и формируют покрытие. Такая печь может иметь один нагревательный блок, общую систему вентиляции и общую панель управления. Она пригодна при небольших объемах производства и имеет более низкий расход топлива. При этом, однако, могут возникать проблемы вследствие перегрева деталей при сушке (нарушение фосфатного слоя), если температура отверждения покрытия достаточно высока.
Возможна и другая аналогичная система, отличающаяся тем, что сушильную печь располагают под печью отверждения покрытий. В данном случае достигается экономия площади и снижаются эксплуатационные затраты из-за уменьшения теплопотерь.